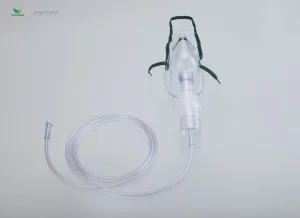
High-specification precision diagnostic machinery, clinical apparatus, and surgical accessories optimized for global hospital frameworks and acute trauma environments.







Analysis of systemic industrial transformation, supply stability benchmarks, and procurement parameters in advanced wound care management.
The global healthcare infrastructure is facing unprecedented structural pressures. The management of acute surgical trauma, age-related chronic ulcers, and systemic metabolic wound complications demands highly integrated medical distribution networks. When B2B procurement heads, clinical directors, and state-backed healthcare distributors scout for China best wound care products factories & suppliers, they are not merely seeking transactional manufacturing units; they are evaluating systemic supply-chain integrity, advanced regulatory alignment, and material science compliance.
Evaluating factories requires understanding the full spectrum of industrial capability. Leading suppliers are heavily investing in continuous inline automated inspection systems, zero-contamination cleanrooms (Class 100,000 / ISO 8 environments), and vertical integration of primary materials. For instance, combining high-tensile non-woven fabrics, medical-grade pressure-sensitive adhesives, and customized exudate-absorbing hydro-polymers within a single managed ecosystem ensures batch consistency that satisfies stringent clinical audits globally.
A validation of institutional expertise, logistical geography, and continuous manufacturing excellence.
Guangdong GreenPlus Medical Co., Ltd. is a leading professional supplier of high-quality medical instruments and healthcare products based in China. With over 10 years of experience in the medical field, our dedicated team is committed to providing top-notch products and services that enhance the healthcare experience globally. This deep foundation allows us to navigate complex regulatory environments and engineer dynamic product offerings tailored to international procurement standards.
Located in Guangdong Province, we are strategically positioned near major transportation hubs, including the vibrant city of Shenzhen, allowing us to efficiently serve international markets. Our factory produces a wide range of essential medical products, including syringes, infusion sets, gloves, and face masks. This geographical advantage reduces international freight times and enables rapid logistics deployment to European, African, Asian, and American sea networks.
In addition to our in-house manufacturing capabilities, we collaborate with over 5 trusted strategic partners who specialize in producing urine bags, surgical gowns, medical tubes, wound dressings, diagnostic products, and other medical accessories. This dynamic network transforms GreenPlus Medical into a robust, comprehensive one-stop procurement hub for global institutional buyers.

The shift toward high-performance biomaterials, advanced moisture-balance systems, and continuous antibacterial tech frameworks.
Integrating medical-grade sodium alginate and carboxymethyl cellulose (CMC) to form specialized hydro-reactive sheets. These matrices react with wound exudates to form a protective, soothing gel layer that maintains optimal moisture levels and speeds up healing.
Controlled-release silver (Ag+) and polyhexamethylene biguanide (PHMB) formulations integrated straight into non-adherent layers. This design delivers broad-spectrum protection against biofilm formations while protecting delicate healing skin layers.
Constructed with semi-permeable polyurethane films that balance moisture vapor transmission rates (MVTR). This advanced material reliably blocks external liquid and bacterial penetration while allowing the wound to breathe, preventing maceration.
Mapping product adaptability to actual healthcare environments, emergency response operations, and clinical protocols.
Every single medical item must be precision-matched to its exact clinical environment. At GreenPlus Medical, we analyze field performance through meticulous user intent mining, making sure that raw manufacturing parameters translate perfectly to dependable performance in active medical environments.
How our comprehensive Quality Control (QC) architecture protects patient outcomes and ensures effortless regulatory approval.
At GreenPlus Medical, we place the highest importance on the quality of our products. Our comprehensive Quality Control (QC) team ensures that each production line is carefully monitored, and every product undergoes rigorous testing to meet both international and customer-specific standards. We are proud to hold CE and ISO certifications for many of our products, confirming our dedication to safety and excellence. This institutional focus guarantees that every shipment functions flawlessly under demanding medical scenarios.
Our quality control system uses a multi-phase validation methodology: Raw Material FTIR Spectrometry (to confirm polymer purity), real-time automated visual inspection for pinhole defects in gloves and masks, peel-strength testing for adhesive medical dressings, and regular batch validation using Ethylene Oxide (EO) gas sterilization indicators. This exhaustive process ensures our supplies integrate smoothly into hospital systems anywhere in the world.
Highly specialized medical diagnostic charts, custom orthopedic braces, regulatory-compliant protective equipment, and life-support therapy installations.







Integrating multi-category bulk orders, optimizing global logistics pipelines, and committing to future innovations in human health.
Managing large procurement programs across multiple countries requires more than simple bulk manufacturing. It demands integrated logistics strategies that minimize delays, simplify customs clearing, and keep costs predictable. By combining our specialized in-house production lines with trusted strategic supplier integrations, GreenPlus Medical offers cross-category procurement models that significantly lower overhead and management friction for international buyers.
Whether assembling complex tactical trauma kits, setting up regional hospital networks with matching consumables, or supplying specialized diagnostic chart systems, our unified supply structure handles everything smoothly. This comprehensive coordination reduces shipping errors, optimizes container volume usage, and ensures predictable deliveries to port terminals worldwide.
As we move forward, Guangdong GreenPlus Medical Co., Ltd. will continue to innovate and develop new solutions for the evolving needs of the healthcare sector. We are committed to becoming a high-efficiency, professional partner, expanding our global presence, and contributing to the advancement of human health. Through continuous improvements, we aim to bring health, safety, and well-being to people across the globe. Our future R&D pipeline focuses on smart bio-interactive materials, eco-friendly green packaging designs, and integrated diagnostic tracking tools, ensuring our global partners stay ahead of emerging medical trends.

Direct, technically thorough answers addressing compliance questions, manufacturing capabilities, and supply chain management.